欢迎来到东莞市密西根机械有限公司

加工铸件服务
•100%完成打印库存零件,可立即发货
•湿漆和粉末涂层
•安装增值组件以节省组装和包装成本
•阳极氧化所有颜色,黑色氧化物,热处理,和其他电镀类型
获取即时报价
什么是机加工铸件?
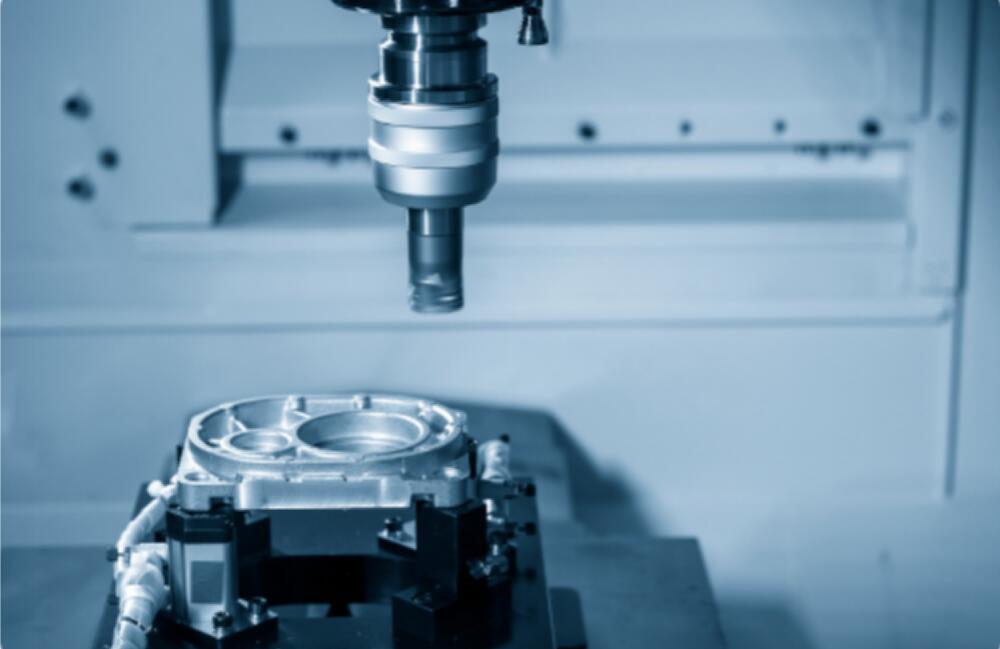
机加工铸件是先将零件铸造成半成品,然后用精密数控加工完成的零件。
您可以使用几种铸造方法中的一种来生产初始铸件,例如压铸、熔模铸造或砂型铸造。然而,每一种铸造方法都有其自身的缺点,如粗糙的表面光洁度或无法做出某些设计特征。
数控加工有助于提高产品质量,并增加缺失的设计元素。您可以使用一种或多种加工工艺-如CNC铣削,车削,钻孔,锯切或不太传统的加工方法-来帮助创建优质的成品。
304 |
最广泛使用的奥氏体钢,可称为A2不锈钢。 |
304L |
该等级的机械性能略低于标准304等级,但由于其通用性,仍广泛用于铸造 |
316 |
第二种最常见的奥氏体钢,也被称为A4不锈钢。SS316主要用于增强耐腐蚀性。 |
316L |
比316不锈钢含碳量低,降低了焊接过程中高温引起的敏化效应。具有较好的抗应力腐蚀开裂性能。 |
17-4 PH |
最常见的沉淀硬化马氏体不锈钢,使用约17%的铬和4%的镍。 |
2205 Duplex |
用于其良好的机械性能和优异的耐腐蚀性能。 |
机加工铸件的好处
铸件的加工有两个主要好处:
1.添加功能和删除不需要的铸态材料。
2.提高精度和表面光洁度。
为了更好地理解为什么这些好处如此重要,让我们来探讨与每个好处相关的应用程序。
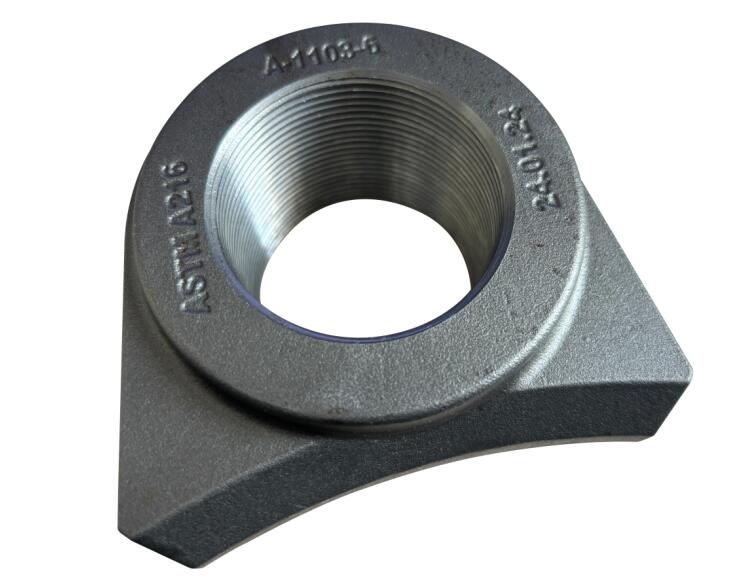
1.修改铸态零件
技术人员刚刚从铸造模具中取出的零件被认为是“铸态”。制造商没有对它们进行加工、喷砂或其他精加工。
修改铸态零件是添加使用铸造不能有效生产的特性。例如,你不能用一个永久性的模具来生产涡轮上的弧形翅片,因为你不能在铸造材料变硬后将模具分成两半。
虽然您可以使用熔模铸造这样的技术来解决无法移除模具一半的铸造设计,但许多其他铸造挑战可能使机械加工成为首选解决方案。例如,孔、槽和螺纹在CNC加工时通常具有更高的质量。
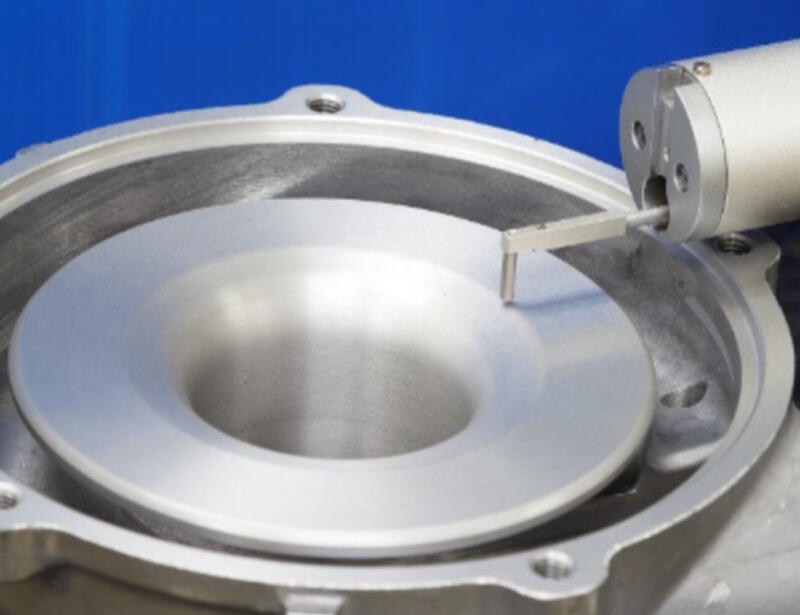
3.提高成品质量
即使铸件不需要额外的机械加工功能,并且您可以轻松地去除浇注,精密CNC加工也是高质量零件的必要步骤。
与其他铸造方法相比,像压铸这样的铸造方法可以产生更好的表面光洁度,因此它们可能只需要轻微的机械加工修补即可去除分型线。但是,如果砂型铸造和熔模铸造生产的零件必须具有光滑的表面光洁度,则必须对铸件进行机加工。
加工铸件的另一个重要原因是为了提高具有严格公差限制的零件的精度和精度。现代数控机床可以达到比铸造高得多的精度。
需要生产大量相同零件的制造商可以利用铸造来节省成本,然后使用CNC加工来满足公差要求。但要做到这一点,设计师必须考虑到加工余量在铸造阶段。
添加加工余量到您的设计
对于机加工铸件,设计人员必须在模具设计中考虑机加工余量,以便铸态零件有足够的材料进行精密加工。
例如,假设您完成的零件有一个小的突出与严格的公差。如果模具设计的特征与突出的尺寸相同,任何收缩或孔隙都会使特征比预期的要小。如果你需要任何加工来改善表面光洁度或改善凸起的形状,机械师将被迫去除更多的材料或冒着留下粗糙和未完成的零件的风险。
在零件设计中添加加工余量会略微增加任何铸态零件的尺寸或制造商将使用CNC加工完成的零件特征。这些余量帮助制造商始终满足公差要求,减少不合格零件,同时显著减少加工时间。以下是熔模铸件的一般公差,您在设计产品时可以考虑。
ISO8062(GB/T6414) CT5-CT6 |
|||||
线性尺寸公差(mm) |
|||||
| > | ≤ | CT5 | CT6 | ||
| 0 | 10 | 0.36 | ±0.18 | 0.52 | ±0.26 |
| 10 | 16 | 0.38 | ±0.19 | 0.54 | ±0.27 |
| 16 | 25 | 0.42 | ±0.21 | 0.58 | ±0.29 |
| 25 | 40 | 0.46 | ±0.23 | 0.64 | ±0.32 |
| 40 | 63 | 0.5 | ±0.25 | 0.7 | ±0.35 |
| 63 | 100 | 0.56 | ±0.28 | 0.78 | ±0.39 |
| 100 | 160 | 0.62 | ±0.31 | 0.88 | ±0.44 |
| 160 | 250 | 0.7 | ±0.35 | 1 | ±0.5 |
| 250 | 400 | 0.78 | ±0.39 | 1.1 | ±0.55 |
| 400 | 630 | 0.9 | ±0.45 | 1.2 | ±0.6 |
与密西根机械合作生产机加工铸件
在密西根机械,我们定期生产各种高质量的机加工铸件。我们的专家团队拥有优化生产的专业知识,以最大限度地节省成本和最快的交货时间。
在中国的服务中心,我们为客户提供优质的铸造和CNC加工服务,并方便运输到世界任何地方。选择密西根为您的下一个机械铸造项目!
 +86 13416744140
+86 13416744140 

 手机:+86 13416744140
手机:+86 13416744140  地址:中国广东省东莞市万江区坝新路108号
地址:中国广东省东莞市万江区坝新路108号

 WhatsApp
WhatsApp
 Skype
Skype +8613416744140
+8613416744140 E-mail
E-mail